![[Translate to es:]](/fileadmin/_processed_/8/2/csm_header-produktneuheiten-2016x840-jan18_71aac18ade.jpg)
Junto con el equipo de gestión energética de Bosch Power Solutions (Homburg, Alemania), KNOLL Maschinenbau (Bad Saulgau, Alemania) transformó las líneas de producción de una fábrica de motores. Se vieron afectadas las bombas de alta presión de casi 50 centros de mecanizado. Se equiparon con convertidores de frecuencia y ahora suministran a las máquinas el lubricante refrigerante en función de las necesidades. El ahorro medio de energía es superior al 50 %.
La protección del medio ambiente, la huella de carbono y la eficiencia energética son temas de máxima actualidad y de los que también se ocupa intensamente la industria. En KNOLL Maschinenbau (Bad Saulgau), estas cuestiones tienen una prioridad alta en muchos sentidos, tanto en el edificio de oficinas como en la producción, así como también en los productos, las soluciones y los servicios ofrecidos. Como proveedor líder de bombas, filtros y sistemas completos de lubricante refrigerante, la empresa promueve, por ejemplo, el uso de bombas de alta presión controladas por frecuencia para suministrar lubricante refrigerante a máquinas herramienta, no solo como equipo de fábrica, sino también a modo de reequipamiento. KNOLL desarrolló el denominado E-PASS hace unos quince años para calcular el ahorro de energía que se puede conseguir durante el funcionamiento. Actualmente numerosas empresas metalúrgicas utilizan este servicio de medición y la conversión correspondiente.
Especialistas mundiales en gestión energética
Un cliente y socio de KNOLL en materia de E-PASS y eficiencia energética en instalaciones de KSS es Bosch Power Solutions (PS), con sede en Homburg. Desde 2008, esta filial cuenta con su propio departamento especializado en gestión energética. Un equipo de proyecto identificó inicialmente varios potenciales de ahorro de energía en la propia planta de la empresa. El gestor energético Bernhard Kohl ha estado ahí desde el principio. Explica: «Nuestro centro de Homburg es una planta de producción en la que fabricamos componentes para tecnología diésel, y ahora también de hidrógeno. Nuestros primeros proyectos de eficiencia energética estaban relacionados con la producción mecánica con filos definidos e indefinidos, en los que detectamos el potencial de ahorro en los procesos de lavado, el suministro de aire comprimido, la hidráulica y el lubricante refrigerante. Estudiamos medidas, las probamos y las aplicamos a toda la planta. Tuvimos mucho éxito con esto y pudimos aumentar significativamente la eficiencia en varias áreas». Incluso hoy en día, el equipo de gestión energética consigue continuamente un ahorro de energía del tres al cinco por ciento anual en la planta.
Activa en todo el mundo en el ámbito de la eficiencia energética
En 2014 nació la idea de ofrecer el bagaje adquirido a otras sedes de Bosch y al mercado exterior. «Implementamos esta idea junto con la división de Bosch "Bosch Energy and Building Solutions", que actúa como integrador y contratista general de todos los proyectos», afirma Michael Blon, coordinador de la plataforma Energy Services & Energy de Bosch Power Solutions.
El departamento de gestión energética formó un equipo externo para los pedidos correspondientes, que ahora está activo en todo el mundo y trabaja para clientes del sector automovilístico y de otros segmentos industriales, además de las plantas de Bosch. En 2021 se inició un gran proyecto en la planta de motores de un fabricante alemán de automóviles, en la que se producen cigüeñales y culatas, entre otras cosas.
Michael Blon explica: «En la mayoría de los casos, empezamos con un análisis exhaustivo. En primer lugar, nuestros expertos examinan las distintas áreas de la planta en cuestión e identifican oportunidades para ahorrar energía. Lo mismo ocurrió en este caso, en el que detectamos un gran potencial en el mecanizado. Se utilizaban 49 centros de mecanizado ExCello con suministro de lubricante refrigerante de alta presión sin regulación. La conversión a un suministro lubricante refrigerante en función de las necesidades por medio de bombas de alta presión controladas por frecuencia abrió un importante potencial de ahorro».
Bernhard Kohl añade: «Ya habíamos realizado este tipo de trabajo de transformación en máquinas-herramienta en nuestra propia fábrica, en cooperación con KNOLL Maschinenbau. Gracias a la experiencia positiva, también incorporamos a estos especialistas en bombas en la planta de motores, sobre todo porque las máquinas ExCello ya estaban equipadas con estaciones de aumento de presión de KNOLL».
Sistema de medición para analizar la eficiencia de las bombas de alta presión
Thomas Wissel, comercial de KNOLL responsable de la planta de Bosch en Homburg, explica: «Con el KNOLL E-PASS disponemos de un sistema de medición especial para analizar la eficiencia de las bombas de alta presión de nuestra cartera. Esto nos permite determinar el ahorro potencial durante el funcionamiento en menos de una hora. Dependiendo del resultado, estaremos encantados de encargarnos de la transformación después».
Después de que Michael Blon y sus compañeros de gestión energética informaran a los responsables de la fábrica de motores del ahorro potencial previsto en las máquinas ExCello, estos aceptaron la medición E-PASS y la conversión de una máquina piloto tras un cálculo inicial de los costes. Como los 49 centros de mecanizado realizan tareas diferentes en varias líneas de producción, seleccionaron conjuntamente una máquina de referencia cuyo mecanizado supusiera unos resultados de medición representativos.
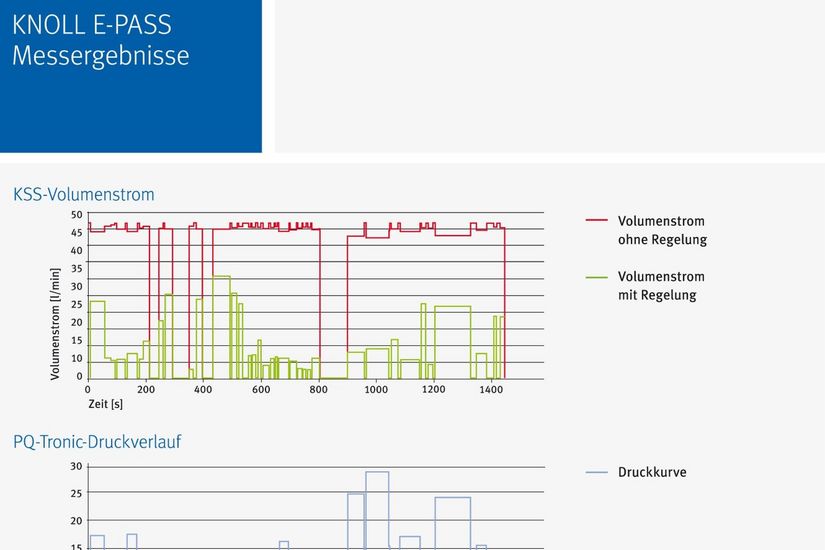
La medición E-PASS fue realizada por Florian Schönbucher, responsable de eficiencia energética del servicio de ventas de KNOLL desde 2017. Explica el trasfondo del ahorro potencial y la medición: «En las máquinas ExCello utilizamos bombas de alta presión, que proporcionan distintos niveles de presión mediante la llamada válvula Vario. Sin embargo, siguen generando continuamente el caudal de volumen completo, de modo que el lubricante refrigerante que no se necesita debe salir. Esto conlleva múltiples pérdidas de energía, que un convertidor de frecuencia ayuda a evitar. Este garantiza un control de la presión según la demanda mediante el ajuste de la velocidad de la bomba».
¿Qué puede hacer el sistema de medición KNOLL E-PASS?
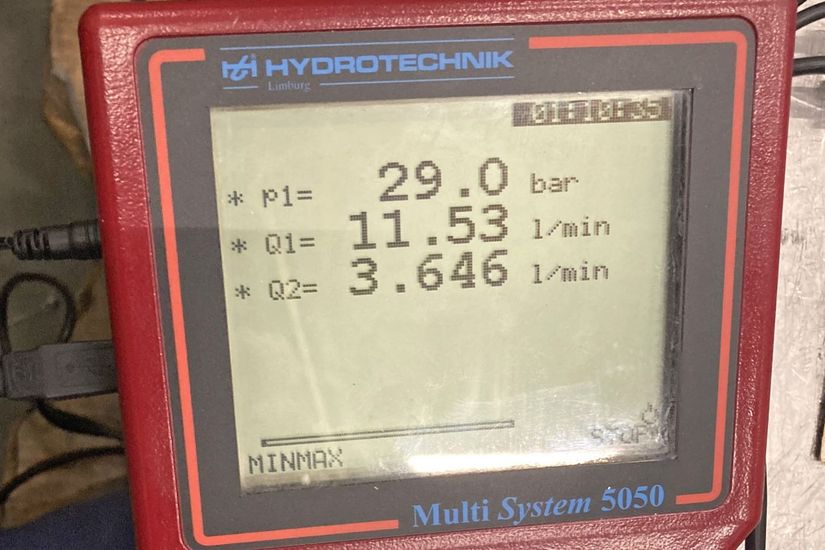
Con el KNOLL E-PASS se determina, por un lado, el consumo de potencia de la bomba de alta presión en el proceso y, por otro, la potencia realmente necesaria para el proceso de mecanizado. El tiempo necesario es mínimo. La máquina en cuestión debe pararse durante unos cinco minutos para instalar una turbina de medición aguas abajo de la válvula limitadora de presión. De este modo se determina el caudal real de lubricante refrigerante que llega a la máquina y la presión correspondiente durante un ciclo de mecanizado completo. Además, en la calculadora se introducen los datos necesarios, como las horas de funcionamiento, los costes de electricidad y de inversión para el reequipamiento.
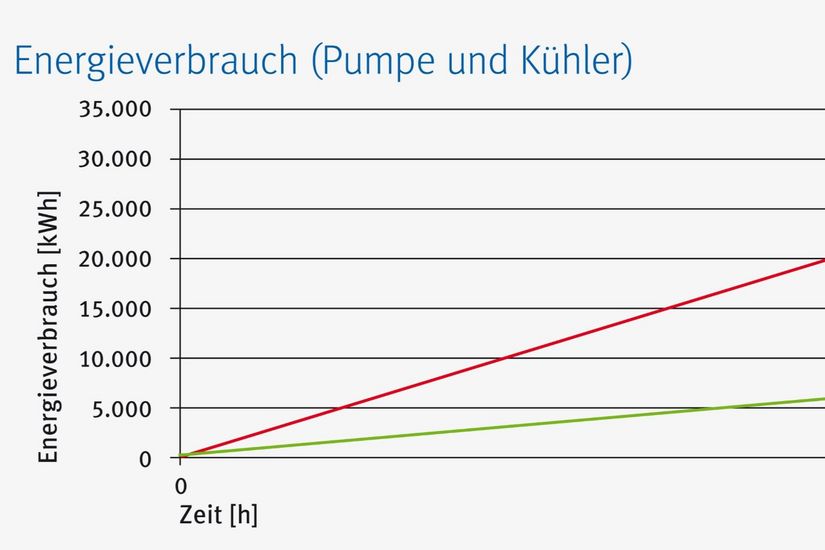
El cálculo comienza tras el proceso de medición y retirada de la turbina. La diferencia entre la velocidad fija y la velocidad realmente requerida con el convertidor de frecuencia da lugar a la mayor parte de ahorro de energía. El accionamiento de la bomba controlado por frecuencia también reduce la entrada de calor en el lubricante refrigerante y en el aire ambiente. Además, la bomba está protegida por el funcionamiento de carga parcial, lo que aumenta su vida útil. Todos estos factores se tienen en cuenta en la evaluación del E-PASS. Solo unos minutos después del proceso de medición, se obtiene una impresión que proporciona cifras exactas sobre el posible ahorro de energía con un control de frecuencia reequipado y el tiempo de amortización.
Gran potencial de ahorro
En la planta de motores en cuestión, cada una de las máquinas ExCello realiza una operación con distintos procesos de mecanizado (fresado, taladrado, roscado, etc.). Dependiendo de la herramienta, requieren un suministro de lubricante refrigerante a varios niveles de presión, hasta un máximo de 64 bares. La medición del KNOLL E-PASS en la máquina piloto mostró un ahorro potencial de energía de alrededor del 50 %, que se confirmó tras la transformación. A continuación se suscribió el contrato de seguimiento, que incluye la conversión de los 48 centros de mecanizado restantes.
Durante esta fase de implantación, Andreas Martin, miembro del equipo externo de energía de Bosch, asumió la gestión del proyecto. Explica que: «Tras acordarlo con nuestro cliente, pusimos fuera de servicio dos máquinas, que convertimos junto con los empleados de KNOLL. Cada equipo tenía sus propios paquetes de trabajo, que se ejecutaban en las instalaciones sucesivamente. Tardamos unas cinco horas por máquina».
Dado que todas las máquinas ExCello reciben lubricante refrigerante a través de un sistema centralizado, los trabajos solo afectaron al control de frecuencia de la bomba de alta presión, una bomba helicoidal KNOLL KTS. Esta bomba volumétrica autocebante se caracteriza por sus bajas pulsaciones, su alto rendimiento y su larga vida útil. El control de frecuencia asociado se denomina PQ-Tronic en KNOLL, ya que garantiza una presión (P) y un caudal (Q) variables con un ajuste óptimo de la velocidad.
Con flexibilidad y gran motivación hacia el éxito
Las máquinas se equiparon sucesivamente con productos KNOLL. Andreas Martin elogia la cooperación con KNOLL: «Los empleados in situ estaban motivados y eran muy flexibles, de modo que siempre encontramos una buena solución incluso en situaciones difíciles. Y KNOLL nos proporcionó documentación concluyente conforme a la norma CE, como planos, esquema eléctrico, lista de piezas y evaluación de seguridad. Esto es muy importante para nuestros clientes».
La fábrica de motores también está muy satisfecha con el servicio y la eficacia conseguida. «Nuestras mediciones del antes y el después constataron el ahorro energético real en todas las fases del proceso», asegura Andreas Martin. Según la máquina y el proceso de mecanizado, este ahorro se situaba entre el 34 % y el 69 %. «Las diferencias dependen de los procesos de mecanizado y de las herramientas utilizadas», aclara Bernhard Kohl. «La perforación de agujeros profundos o ciegos requiere una alta presión para eliminar las virutas y mantener la lubricación, por lo que el potencial de ahorro es bastante bajo. No es el caso de las herramientas pequeñas o los orificios roscados. En este caso se requieren velocidades más bajas y apenas una presión baja del lubricante refrigerante, lo que significa que se puede ahorrar mucha energía».
Ahora, la fábrica de motores ahorra de media un 54 % de su consumo de energía en las 49 máquinas, lo que equivale a unos 100 000 euros al año. Los sistemas también son muy estables, de modo que no ha habido quejas en los dos últimos años. «Todo el proyecto de transformación se habrá amortizado en unos tres años», calcula el coordinador Michael Blon. «Desde luego no es excesivamente rápido, pero en vista del aumento de los costes energéticos, este tiempo puede acortarse». En cualquier caso, estos generan cada vez más pedidos en el departamento de gestión energética de Bosch, favorecidos por el compromiso de muchas empresas de reducir su huella de carbono. «Si necesitamos volver a equipar las máquinas-herramienta con el suministro de alta presión adecuado, estaremos encantados de recurrir a nuestro socio de confianza KNOLL», subraya Michael Blon.
Bosch en Homburg
El Grupo Bosch da trabajo a unos 133 800 empleados en 100 sedes en Alemania; las ventas anuales ascienden a 19 100 millones de euros. Unos 429 000 empleados en todo el mundo y 91 600 millones de euros (a 31 de diciembre de 2023). Las tres fábricas de Homburg de la región alemana del Sarre, Robert Bosch GmbH, Bosch Rexroth AG y Moehwald GmbH, dan empleo a un total de 4400 personas, de las cuales 3600 trabajan en Robert Bosch GmbH y en su división Power Solutions. Como planta puntera y centro de competencia, produce tecnología diésel de vanguardia para turismos y vehículos comerciales. También se están adquiriendo conocimientos en el campo de la tecnología del hidrógeno. A esta planta pertenece también el departamento de gestión energética, que asesora a las sedes de Bosch y a los clientes industriales con un equipo interno y externo sobre medidas de ahorro energético y promueve la transformación.
Persona de contacto para usuarios:
Robert Bosch GmbH Homburg Saar
Departamento de gestión energética, coordinador Michael Blon
Calle Bexbacher 72
66424 Homburg
Alemania
Tel.: +49 173 1642392
Correo electrónico: Michael.Blon@de.bosch.com
Página web: www.boschbuildingsolutions.com/de/de/