![[Translate to fr:]](/fileadmin/_processed_/8/2/csm_header-produktneuheiten-2016x840-jan18_71aac18ade.jpg)
En collaboration avec l'équipe de management de l'énergie de Bosch Power Solutions, Hombourg (Allemagne), KNOLL Maschinenbau, Bad Saulgau (Allemagne), a transformé les lignes de production d'une usine de moteurs. Les pompes à haute pression de près de 50 centres d'usinage étaient concernées. Elles ont été équipées de variateurs de fréquence et alimentent désormais les machines en lubrifiant réfrigérant (LR) en fonction des besoins. L'économie d'énergie est en moyenne de plus de 50 pour cent.
La protection de l'environnement, le bilan carbone et l'efficacité énergétique sont des thèmes majeurs de notre époque, auxquels l'industrie s'intéresse également de près. Chez KNOLL Maschinenbau, Bad Saulgau, ils bénéficient d'une priorité élevée à de nombreux égards : dans les bureaux, la production, mais aussi dans les produits, solutions et services proposés. En tant que fournisseur leader de pompes, de filtres et de systèmes lubrifiants réfrigérants complets, l'entreprise promeut par exemple l'utilisation de pompes à haute pression à régulation de fréquence pour l'alimentation en lubrifiant réfrigérant des machines-outils – non seulement en équipement initial, mais aussi en post-équipement. Afin de déterminer les économies d'énergie réalisables avec ce système sans interruption de l'exploitation, KNOLL a développé il y a déjà une quinzaine d'années ce que l'on appelle l'E-PASS. De nombreuses entreprises de transformation des métaux ont désormais recours à ce service de mesure et au rééquipement qui en découle.
Spécialistes mondiaux du management de l'énergie
L'un des clients et partenaires de KNOLL en matière d'E-PASS et d'efficacité énergétique des installations de lubrifiant réfrigérant est Bosch Power Solutions (PS) sur le site de Hombourg (Allemagne). Depuis 2008, cette succursale comprend un département dédié au management de l'énergie. À l'époque, une équipe de projet avait d'abord identifié différents potentiels d'économie d'énergie dans sa propre usine. Bernhard Kohl, le manager énergie, est présent depuis le début. Il explique : « Notre site de Hombourg est une usine de production où nous fabriquons des composants pour la technologie du diesel et, maintenant, de l'hydrogène. Nos premiers projets d'efficacité énergétique concernaient la production mécanique avec arête de coupe définie et non définie, où nous avons identifié des potentiels d'économie dans les processus de lavage, l'alimentation en air comprimé, l'hydraulique et le lubrifiant réfrigérant. Nous avons réfléchi à des mesures, nous les avons testées et nous les avons appliquées à l'ensemble de l'usine. Cela nous a permis d'obtenir de très bons résultats et d'améliorer considérablement l'efficacité dans différents domaines. » Aujourd'hui encore, l'équipe de management de l'énergie continue à réaliser en interne des économies d'énergie de trois à cinq pour cent par an.
Actif dans le monde entier en matière d'efficacité énergétique
En 2014, l'idée a germé de proposer le savoir-faire acquis à d'autres sites Bosch et au marché externe. « Nous avons mis en œuvre cette idée en collaboration avec la division "Bosch Energy and Building Solutions" de Bosch, qui joue le rôle d'intégrateur et d'entrepreneur général dans tous les projets », explique Michael Blon, coordinateur d'Energy Services & Energy Platform chez Bosch Power Solutions.
Pour les missions correspondantes, le département de management de l'énergie a formé une équipe externe qui est désormais active dans le monde entier et travaille non seulement pour les usines Bosch, mais aussi pour des clients du secteur automobile et d'autres segments industriels. Un grand projet s'est présenté en 2021 dans l'usine de moteurs d'un constructeur automobile allemand, où sont notamment produits des vilebrequins et des culasses.
Michael Blon explique : « Dans la plupart des cas, nous commençons par une analyse complète. Nos experts commencent par examiner les différents secteurs de l'usine concernée et identifient les possibilités d'économie d'énergie. C'est le cas ici, où nous avons identifié un grand potentiel en ce qui concerne l'enlèvement de copeaux. 49 centres d'usinage ExCello avec une alimentation haute pression non régulée en lubrifiant réfrigérant y étaient utilisés. Le passage à une mise à disposition du lubrifiant réfrigérant en fonction des besoins par des pompes à haute pression à régulation de fréquence a ouvert la voie à des possibilités d'économies importantes. »
Bernhard Kohl ajoute : « Nous avions déjà réalisé de telles mesures de transformation sur des machines-outils dans notre propre usine – en collaboration avec KNOLL Maschinenbau. En raison de notre expérience positive, nous avons également fait appel à ces spécialistes des pompes dans l'usine de moteurs, d'autant plus que les machines ExCello étaient déjà équipées de surpresseurs KNOLL. »
Système de mesure pour l'analyse de l'efficacité des pompes à haute pression
Thomas Wissel, représentant commercial de KNOLL s'occupant de l'usine Bosch à Hombourg, explique : « Avec l'E-PASS de KNOLL, nous avons dans notre portefeuille un système de mesure particulier pour l'analyse de l'efficacité des pompes à haute pression. Cela nous permet de déterminer en moins d'une heure les possibilités d'économie sans devoir interrompre l'exploitation. En fonction du résultat, nous nous chargeons ensuite volontiers de la transformation. »
Après que Michael Blon et ses collègues du management de l'énergie eurent informé les responsables de l'usine de moteurs des possibilités d'économie attendues sur les machines ExCello, ceux-ci ont accepté, après un premier calcul des coûts, la mesure E-PASS et la transformation d'une machine pilote. Comme les 49 centres d'usinage effectuent différentes tâches sur plusieurs lignes de production, ils ont choisi ensemble une machine de référence dont l'opération d'usinage promettait des résultats de mesure représentatifs.
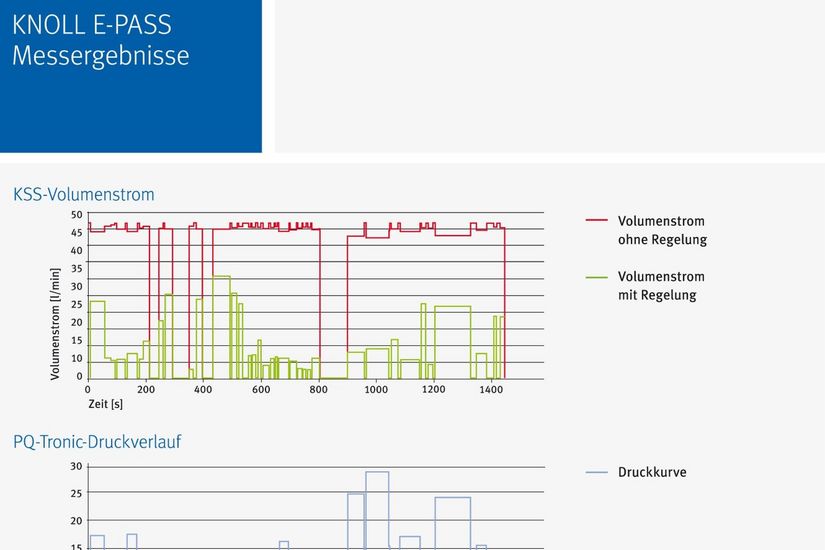
La mesure E-PASS a été prise en charge par Florian Schönbucher, qui est responsable de l'efficacité énergétique au sein du service de distribution de KNOLL depuis 2017. Il explique le contexte du potentiel d'économie et de la mesure : « Sur les machines ExCello, nous avions utilisé des pompes à haute pression qui assuraient différents niveaux de pression via une vanne dite Vario. Elles produisent néanmoins en continu le plein débit volumique, de sorte que le lubrifiant réfrigérant non utilisé doit s'écouler. Cela implique de nombreuses pertes d'énergie qu'un variateur de fréquence permet d'éviter. Car il assure une régulation de la pression en fonction des besoins via l'adaptation de la vitesse de la pompe. »
Que peut faire le système de mesure E-PASS de KNOLL ?
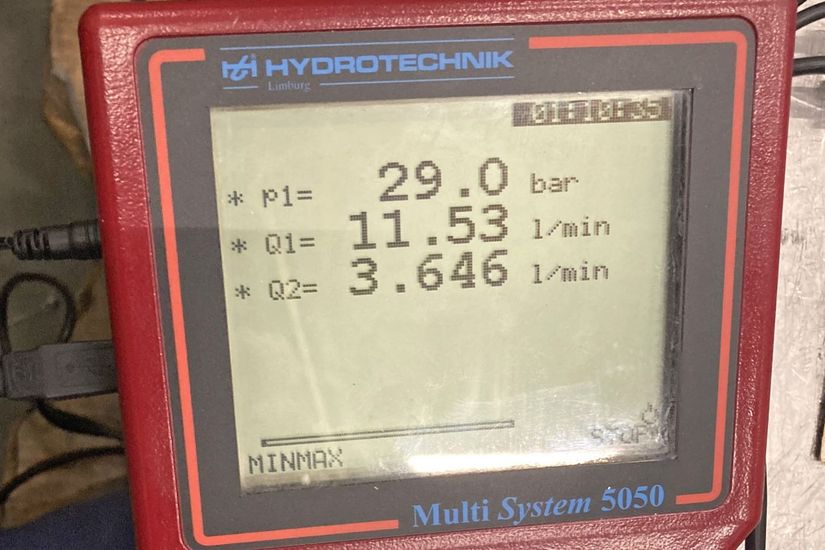
Avec l'E-PASS de KNOLL, on détermine d'une part la puissance absorbée de la pompe à haute pression durant le processus et d'autre part la puissance effectivement utilisée pour le processus d'usinage. Le temps nécessaire est minime. La machine concernée doit être arrêtée pendant environ cinq minutes afin d'installer une turbine de mesure en aval du limiteur de pression. Celui-ci détermine alors le débit réel du lubrifiant réfrigérant vers la machine et la pression correspondante pendant un cycle d'usinage complet. De plus, les données nécessaires, telles que les heures de service, les coûts d'électricité et d'investissement pour le post-équipement, sont saisies dans l'ordinateur.
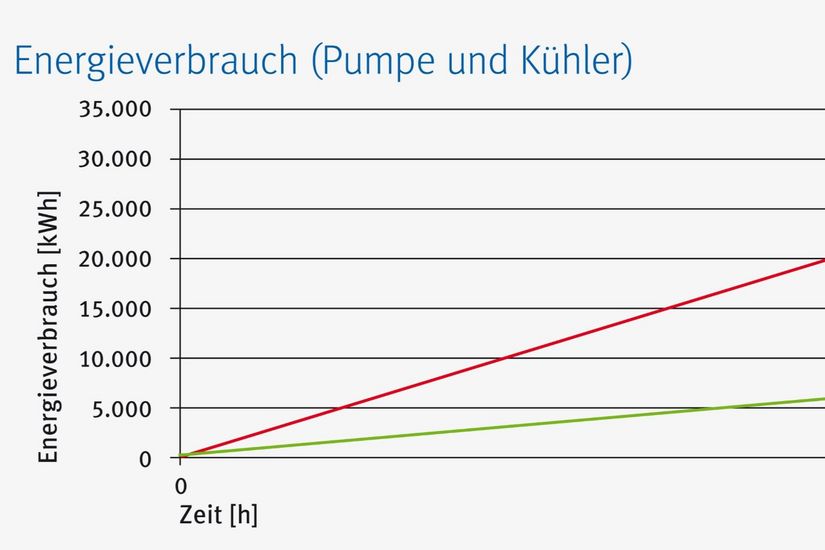
Après le processus de mesure et le retrait de la turbine, le calcul démarre. C'est de la différence entre la vitesse fixe et la vitesse réellement nécessaire avec le variateur de fréquence que résulte la plus grande part des économies d'énergie. L'entraînement à régulation de fréquence de la pompe permet en outre de réduire l'apport de chaleur dans le lubrifiant réfrigérant et dans l'air ambiant. De plus, le fonctionnement à charge partielle permet de ménager la pompe, ce qui augmente sa durée de vie. Tous ces facteurs sont pris en compte dans l'évaluation E-PASS. Quelques minutes seulement après le processus de mesure, on dispose d'un imprimé qui fournit des chiffres exacts sur les économies d'énergie possibles avec une régulation de fréquence montée en post-équipement et sur la durée d'amortissement.
Un grand potentiel d'économies
Dans ladite usine de moteurs, il se trouve que chacune des machines ExCello prend en charge une opération avec différents traitements (fraisage, perçage, taraudage, etc.). Ceux-ci nécessitent, selon l'outil, une alimentation en lubrifiant réfrigérant à différents niveaux de pression jusqu'à 64 bars maximum. La mesure E-PASS de KNOLL sur la machine pilote a révélé un potentiel d'économie d'énergie d'environ 50 pour cent, ce qui a été confirmé après sa transformation. Cela a donné lieu au contrat suivant qui comprend une transformation des 48 centres d'usinage restants.
Durant cette phase de déploiement, Andreas Martin, membre de l'équipe énergie externe de Bosch, a pris la direction du projet. Il décrit : « En accord avec notre client, nous avons par la suite retiré deux machines de l'exploitation en cours, que nous avons rééquipées en collaboration avec les collaborateurs de KNOLL. Chaque équipe avait ses propres lots de travail, qui ont été réalisés les uns après les autres, par roulement, sur les installations. Il nous a fallu environ cinq heures par machine. »
Comme toutes les machines ExCello sont alimentées en lubrifiant réfrigérant par une installation centrale, les travaux ne concernaient que la régulation de fréquence de la pompe à haute pression, une pompe à vis KTS de KNOLL. Cette pompe volumétrique auto-amorçante se caractérise par de faibles pulsations, un rendement élevé et une longue durée de vie. La régulation de fréquence qui va avec est appelée PQ-Tronic chez KNOLL, car elle assure une pression (P) et un débit (Q) variables avec un réglage optimal de la vitesse de rotation.
Flexibilité et grande motivation comme clés du succès
Machine après machine, les produits KNOLL ont été installés. Andreas Martin fait l'éloge de la collaboration avec KNOLL : « Les collaborateurs sur place étaient motivés et très flexibles, de sorte que nous avons toujours trouvé une bonne solution, même dans des situations difficiles. Et nous avons reçu de KNOLL une documentation cohérente conforme à la norme CE, comme des dessins, un plan électrique, une nomenclature et des considérations de sécurité. C'est très important pour notre client. »
Ainsi, l'usine de moteurs est également très satisfaite du service et de l'efficacité obtenue. « Notre mesure avant/après a établi les économies d'énergie réelles à travers les étapes du processus », mentionne Andreas Martin. Elles se situaient entre 34 et 69 pour cent, selon la machine et le processus de traitement. « Les différences dépendent des traitements et des outils utilisés », explique Bernhard Kohl. « Les trous profonds ou borgnes nécessitent une pression élevée pour évacuer les copeaux et maintenir la lubrification, le potentiel d'économie est donc plutôt faible. Il en va autrement pour les petits outils ou les taraudages. Ici, des vitesses de rotation plus faibles et une pression de lubrifiant réfrigérant moindre sont nécessaires, ce qui permet d'économiser beaucoup d'énergie. »
En moyenne, l'usine de moteurs économise aujourd'hui 54 pour cent de l'énergie utilisée sur l'ensemble des 49 machines, ce qui correspond à environ 100 000 euros par an. Les installations fonctionnent en outre de manière très stable, de sorte qu'aucune réclamation n'a été formulée au cours des deux dernières années. « Le projet de transformation complet sera amorti en un peu plus de trois ans », estime le coordinateur, Michael Blon. « Ce n'est certainement pas excessivement rapide, mais compte tenu de l'augmentation des coûts de l'énergie, ce délai peut être raccourci. » Ils entraînent en tout cas une augmentation des commandes au sein du service de management de l'énergie de Bosch, cela étant favorisé par l'engagement personnel de nombreuses entreprises en ce qui concerne leur empreinte carbone. « Si nous devons à nouveau équiper des machines-outils d'une alimentation haute pression adaptée à nos besoins, nous nous adresserons volontiers à notre partenaire KNOLL qui a fait ses preuves », confirme Michael Blon.
Bosch à Hombourg
En Allemagne, le groupe Bosch emploie environ 133 800 personnes sur 100 sites ; son chiffre d'affaires annuel est de 19,1 milliards d'euros. Dans le monde entier, ce sont environ 429 000 collaboratrices et collaborateurs qui travaillent pour le groupe et 91,6 milliards d'euros (au 31 décembre 2023) ont été générés. Trois usines sont implantées à Hombourg, en Sarre : Robert Bosch GmbH, Bosch Rexroth AG et Moehwald GmbH. Elles emploient au total 4 400 personnes, dont 3 600 dans la société Robert Bosch GmbH et sa division Power Solutions. En tant qu'usine pilote et centre de compétences, cette dernière fabrique la technologie diesel la plus moderne pour les voitures particulières et véhicules utilitaires. De plus, des compétences sont développées dans le domaine de la technologie de l'hydrogène. Cette usine comprend également le département Management de l'énergie qui, avec une équipe interne et une équipe externe, conseille les sites Bosch ainsi que les clients industriels sur les mesures d'économie d'énergie et aide à réaliser les transformations.
Contact utilisateurs :
Robert Bosch GmbH Hombourg Sarre
Département Management de l'énergie, coordinateur Michael Blon
Bexbacher Straße 72
66424 Homburg
Allemagne
Tél. : +49 173 1642392
E-mail : Michael.Blon@de.bosch.com
Site web : www.boschbuildingsolutions.com/de/de/