![[Translate to en:]](/fileadmin/_processed_/8/2/csm_header-produktneuheiten-2016x840-jan18_71aac18ade.jpg)
Together with the energy management team from Bosch Power Solutions, Homburg, KNOLL Maschinenbau, Bad Saulgau, converted the production lines of an engine plant. The conversion affected the high-pressure pumps of almost 50 machining centres. These were equipped with frequency converters and now supply the machines with cooling lubricant as required. The energy savings amount to over 50 percent on average.
Environmental protection, CO2 balance and energy efficiency are top issues of our time, which the industry is also dealing with vigorously. At KNOLL Maschinenbau, Bad Saulgau, these issues enjoy high priority in many ways: in the office buildings, in production, but also in the products, solutions and services that are offered. As a leading supplier of pumps, filters and complete cooling lubricant systems, the company promotes, for example, the use of frequency-controlled high-pressure pumps for supplying cooling lubricant to machine tools - not only as original equipment, but also as conversions. Around fifteen years ago, KNOLL developed the so-called E-PASS to determine the energy savings that can be achieved during operation. Numerous metalworking companies now use this measuring service and the associated conversions.
Global specialists for energy management
Bosch Power Solutions (PS) at the Homburg site is a KNOLL customer and partner when it comes to E-PASS and energy efficiency in cooling lubricant systems. Since 2008, this subsidiary has had its own department dedicated to energy management. At that time, a project team initially identified various energy-saving potentials at the company's own plant. Energy manager Bernhard Kohl has been involved since the beginning. He explains: “Our Homburg site is a production plant where we manufacture components for diesel technology and now also hydrogen technology. Our first energy efficiency projects concerned mechanical production with defined and undefined cutting edges, where we identified potential savings in washing processes, the supply of compressed air, hydraulic systems and cooling lubricants. We came up with measures, tested them and applied them to the entire plant. We were very successful and were able to significantly increase efficiency in various areas.” Even today, the energy management team still achieves continuous energy savings within the plant of three to five percent per year.
Active worldwide when it comes to energy efficiency
In 2014, the idea was born to offer this expertise to other Bosch locations and the external market. “We implemented this idea together with the Bosch division called "Bosch Energy and Building Solutions," which acts as the integrator and general contractor for all of the projects,” says Michael Blon, Coordinator for Energy Services & Energy Platform at Bosch Power Solutions.
For the corresponding orders, the Energy Management Department formed an external team that is now active worldwide and, in addition to Bosch plants, works for customers from the automotive sector and other industrial segments. A major project arose in 2021 at the engine plant of a German car manufacturer, where crankshafts and cylinder heads, among other items, are produced.
Michael Blon explains: “In most cases, we start with a comprehensive analysis. Our experts first look at the various areas of the plant in question and identify opportunities to save energy. This was also the case in this instance, where we identified great potential savings in regards to machining. For the machining, 49 ExCello machining centres with an unregulated high-pressure cooling lubricant supply were in use. Converting to a demand-based supply of cooling lubricant using frequency-controlled high-pressure pumps opened up significant savings opportunities."
Bernhard Kohl adds: “We had already carried out such conversion measures on machine tools in our own plant - in cooperation with KNOLL Maschinenbau. Thanks to our positive experiences, we also brought these pump specialists on board at the engine plant, especially since the ExCello machines were already equipped with KNOLL pressure boosting stations.”
Measuring system for analysing the efficiency of high-pressure pumps
Thomas Wissel, the KNOLL sales representative responsible for the Bosch plant in Homburg, explains: “With the KNOLL E-PASS, we have a special measuring system for analysing the efficiency of high-pressure pumps that are in our portfolio. The KNOLL E-PASS system allows us to determine the potential savings in less than an hour and during operation. Depending on the result, we are then happy to carry out the conversion.”
After Michael Blon and his energy management colleagues had informed those responsible at the engine plant of the potential savings to be expected on the ExCello machines, they agreed to the E-PASS measurement and, after an initial cost calculation, the conversion of a pilot machine. Since the 49 machining centres perform different tasks in several production lines, they jointly selected a reference machine whose machining operation promised representative measurement results.
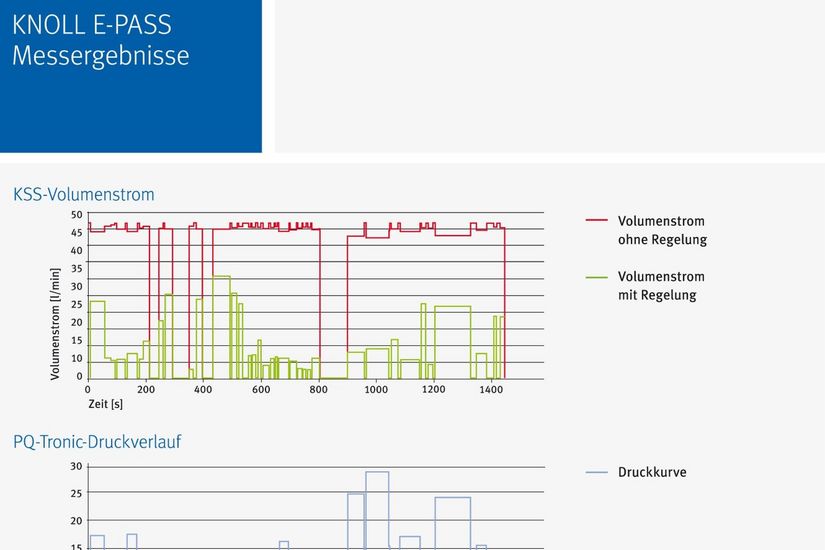
The E-PASS measurements were carried out by Florian Schönbucher, who has been responsible for energy efficiency in service sales at KNOLL since 2017. He explains the background to the savings potential and the measurements: “On the ExCello machines, we were using high-pressure pumps that provide different pressure levels via a so-called Vario valve. However, the pumps still continuously generate the full volume flow so that the cooling lubricant that is not required has to flow out. This involves a wide range of energy losses that a frequency converter helps to avoid. A frequency converter ensures demand-oriented pressure control by adjusting the speed of the pump.”
What can the KNOLL E-PASS measuring system do?
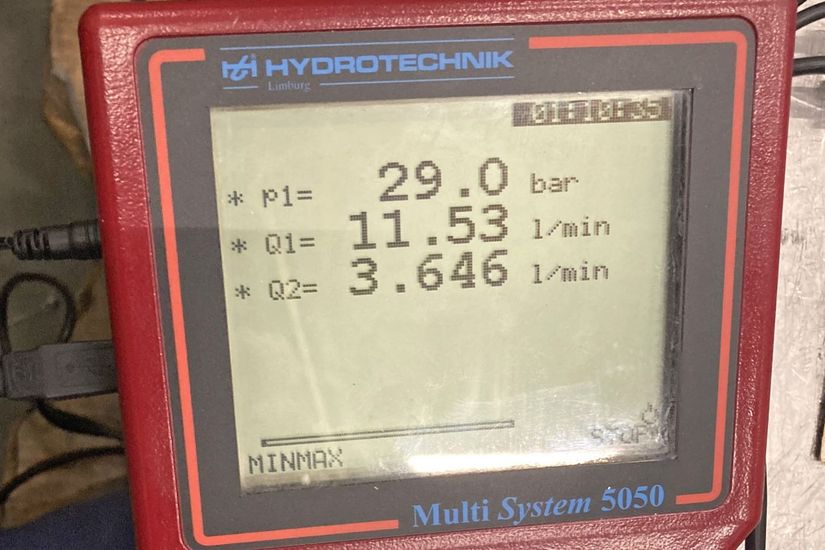
On the one hand, the KNOLL E-PASS system is used to determine the power consumption by the high-pressure pump during the process and, on the other hand, the power actually used for the machining process. The time required is minimal. The machine in question must be shut down for about five minutes in order to install a measuring turbine downstream of the pressure relief valve. This then determines the actual cooling lubricant flow to the machine and the respective pressure during a complete machining cycle. In addition, required data, such as operating hours, electricity as well as investment costs for the conversion, are entered into the computer.
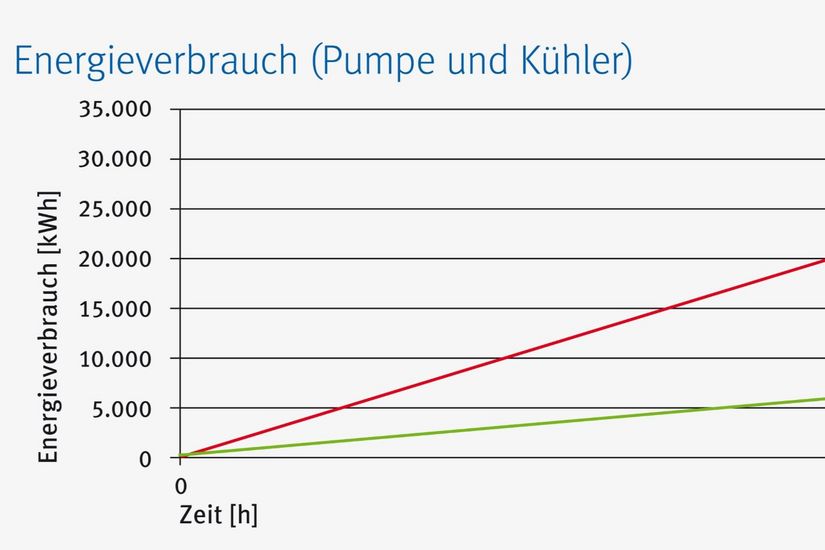
The calculation starts after the measurement process is completed and the turbine is removed. The difference between the fixed speed and the speed actually required with the frequency converter results in the greatest proportion of energy savings. The frequency-controlled drive for the pump also reduces thermal transfer to the cooling lubricant and into the surrounding air. In addition, the pump is protected by the partial load operation, which increases its service life. All of these factors are taken into account in the E-PASS evaluation. Just a few minutes after the measurement process, a printout is available that provides exact figures on the possible energy savings with a retrofitted frequency control and the amortization period.
Great savings potential
In the engine plant in question, each of the ExCello machines performs an operation with different machining processes (milling, drilling, threading, etc.). Depending on the tool, these require a cooling lubricant supply at various pressure levels up to a maximum of 64 bar. The KNOLL E-PASS measurement on the pilot machine showed a potential energy saving of around 50 percent, which was confirmed after the conversion. This led to a follow-up contract, which included the conversion of the remaining 48 machining centres.
During this roll-out phase, Andreas Martin, a member of the external Bosch energy team, took over the project management. He explains: “In coordination with our customer, we subsequently took two machines out of operation at a time, which we converted together with the assistance of KNOLL employees. Each team had its own work packages, which were carried out on the systems one after the other on a rolling basis. We needed around five hours per machine.”
Since all ExCello machines are supplied with cooling lubricant via a central system, the work only affected the frequency control of the high-pressure pump, a KNOLL KTS screw pump. This self-priming positive displacement pump is characterized by low pulsation, high efficiency and a long service life. The associated frequency control is called PQ-Tronic at KNOLL, since it ensures variable pressure (P) and flow (Q) with optimum speed settings.
With flexibility and great motivation to succeed
Machine after machine was equipped with KNOLL products. Andreas Martin praises the cooperation with KNOLL: “The on-site employees were motivated and very flexible, so that we always found a good solution, even in difficult situations. And KNOLL provided us with conclusive documentation that was in accordance with the CE standard, such as drawings, electrical diagram, parts list and safety assessment. This is very important for our customer.”
The engine plant is also very satisfied with the service and the efficiency achieved. “Our before-and-after measurements determined the actual energy savings across the process steps,” says Andreas Martin. Depending on the machine and machining process, it was between 34 and 69 percent. “The differences depend on the machining processes and the tools used,” explains Bernhard Kohl. “Deep hole or blind hole drilling requires high pressure to remove the chips and to maintain lubrication, so the savings potential is rather low. The situation is different with small tools or threaded holes. Here, lower speeds and only little cooling lubricant pressure are required, so a great deal of energy can be saved.”
On average, the engine plant now saves 54 percent of the energy used across all 49 machines, which corresponds to a savings of around 100,000 euros per year. The systems also run very stably, so that there have been no complaints in the past two years. “The entire conversion project will have paid for itself in about three years,” estimates coordinator Michael Blon. “That's certainly not overly fast, but in view of rising energy costs, this time can be shortened.” In any case, the systems are generating an increasing number of orders in the Bosch Energy Management Department, supported by the commitment of many companies to reduce their CO2 footprint. “If we again have to equip machine tools with a needs-based high-pressure supply, we will be happy to turn to our proven partner KNOLL,” confirms Michael Blon.
Bosch in Homburg
The Bosch Group has around 133,800 employees at 100 locations in Germany; its annual turnover is 19.1 billion euros. Worldwide, there are around 429,000 employees and the annual turnover is 91.6 billion euros (as of December 31, 2023). The three plants located in Homburg, Saarland - Robert Bosch GmbH, Bosch Rexroth AG and Moehwald GmbH - have a total of 4,400 employees, 3,600 of whom work at Robert Bosch GmbH and its Power Solutions division. As the lead plant and competence centre, Bosch in Homburg manufactures state-of-the-art diesel technology for passenger and commercial vehicles. It is also building up expertise in the field of hydrogen technology. This plant also includes the Energy Management department, which advises Bosch locations and industrial customers on energy-saving measures and supports conversions with an internal and external team.
User contact:
Robert Bosch GmbH Homburg Saar
Department of Energy Management, Michael Blon Coordinator
Bexbacher Straße 72
66424 Homburg
Germany
Tel.: +49 173 1642392
Email: Michael.Blon@de.bosch.com
Website: www.boschbuildingsolutions.com/de/de/