![[Translate to en:]](/fileadmin/_processed_/9/c/csm_knoll-header-amb-2024-messestand_02_0be7eb62e1.jpg)
In its Performance Centre, the tool manufacturer HAM Präzision proves that perfect machining results can be achieved with the minimum quantity lubrication system AerosolMaster™ 4000 ATS from KNOLL, not only in aluminium and steel, but also in titanium. The key to this is the aerosol generated, which is placed on the cutting edge, avoids strong heat development and virtually disperses into the air. Users thus open up massive savings potential in the long term.
Minimum quantity lubrication (MQL) is still firmly embedded in many minds as a dirty and stickier process. A biased opinion, strongly contradicted by Raffael Eberle, who together with his parents Petra and Günter Eberle manage the business of the tool manufacturer HAM Präzision: "You can't make such a statement. It comes down to the right MQL system. With the aerosol dry lubrication process provided by KNOLL, an ultrafine air-oil mixture is generated that ensures the necessary lubrication and cooling during the machining process. Consumption is minimal; one shot glass of lubricant per hour is enough. No sticking or dirt can arise."
The trained production engineer knows exactly what he's talking about: "After all, we are focussing intensively on machining as an area of application of our products." HAM Präzision – Hartmetallwerkzeugfabrik Andreas Maier GmbH in Schwendi, Upper Swabia – has been producing solid carbide and polycrystalline diamond tools since 1969. "We have a standard range that covers many applications. But we primarily see ourselves as a solution provider for particularly demanding machining tasks. We help our customers optimise their processes, minimise cycle times and save on tool changes. To this end, we develop special and combination tools, which make up around 70 per cent of our sales volume overall."
Raffael Eberle is enthusiastic about the process analysis and optimisation, which not only make in-house production more efficient. "Our experience in this regard is valuable for many customers, and it can be expanded in joint projects", says the HAM Managing Director with conviction. But this requires a suitable test site and partner companies who are prepared to work on an optimised process chain. Against this background HAM decided in 2019 to look for partners and set up a Performance Centre with them that represents such a process chain – from the digital component and simulation through to the actual machining on the machine.
HAM Performance Centre represents the entire process chain
"We searched for and found suitable partners for the Performance Centre", reports Raffael Eberle. "Today well-known global players are represented here, such as Hermle, KNOLL, Zoller, SolidCAM, Lang Technik, Blum, Diebold and many more with whom we cover the entire process chain."
Together with these companies, HAM works on various projects and organises practical technology workshops on production optimisation several times a year. Managing Director Günter Eberle, who mainly looks after technical tasks, adds: "Of course, we also use the HPC ourselves to show customers our solid carbide and PCD tools in action and to demonstrate cutting behaviour and process stability. The HPC is also available to our partners for their own testing or for customer demonstrations."
Various cooling and lubrication variants
Some of the key elements of the Performance Centre include a Hermle C 12 U 5-axis machining centre and its cooling lubricant supply. This is supplied by KNOLL Maschinenbau with a cooling lubricant-emulsion filtration system and the modern MQL system AerosolMaster™ 4000 ATS. HAM application engineer Marc Schäfer, who was involved in the setup of the Performance Centre from the outset, clarifies: "In order to be able to meet current and future production challenges, it is important that we are able to represent and compare the machining process with different cooling lubricant variants. On our Hermle C 12 U we are able to move with emulsion, but also machine with air – i.e. completely dry, or simply with the aerosol dry lubrication system ATS from KNOLL."
KNOLL products have been playing a role in HAM's own production for many years now. Almost all machining centres are equipped with filtration systems and chip conveyors from the company based in Bad Saulgau. "When it comes to perfect cooling lubricant supply and filtration, KNOLL is our first point of contact", highlights Raffael Eberle. The persons responsible at HPC gladly responded to the recommendation of Ralf Spöcker, the responsible KNOLL Area Sales Manager, to also install the AerosolMaster™ on the Hermle machining centre in the Performance Centre. "It wasn't too complex", confirms Marc Schäfer. "The AerosolMaster™ is only a relatively small box. Hermle provided the required interface, and the rest was virtually plug & play."
The decisive difference
The experiences HAM has gained with the aerosol dry lubrication are very positive. "This is an extremely innovative technology", reports Marc Schäfer. "It is different from other MQL systems in the particularly fine atomisation of the lubricant."
Benjamin Hailfinger, KNOLL Product Manager for the AerosolMaster™, clarifies: "Our patented procedure ensures that a very fine, stable aerosol is generated from a synthetic oil and air, which we apply directly to the cutting edge, also at high speeds. If the oil droplets were bigger – as is the case with many other MQL systems – they would be hurled outwards by the rotation with the effect that they land not on the cutting edge, but on the machine wall. Our fine aerosol lubricates in the right place and virtually evaporates."
Sustainable and energy-efficient
Marc Schäfer sees the use of the KNOLL AerosolMaster™ as valuable in many ways: "Firstly, we achieve the desired lubrication on the cutting edge, which increases the life of the tools. With oil consumption of just 3 to 25 ml/h, the process is resource-friendly, sustainable and energy-efficient. I also save myself from cleaning the cooling lubricant, I do not need a ph-value measurement or any additives which prevent fungal decay." The machine also remains clean, and the workpieces can often be further processed without prior cleaning. Schäfer's colleague in the HPC, the application engineer Michael Schliesser, gives an example: "We had a component from the medical technology sector that had to go through ten different purification tanks and test stations following conventional machining. After the ATS machining, only four stations were required."
Günter Eberle points out that "we are able to cover almost every machining task with the KNOLL MQL system, from aluminium and steel through to titanium – which most machine operators can hardly believe. But here we demonstrate live that the seemingly impossible challenges can be quite possible."
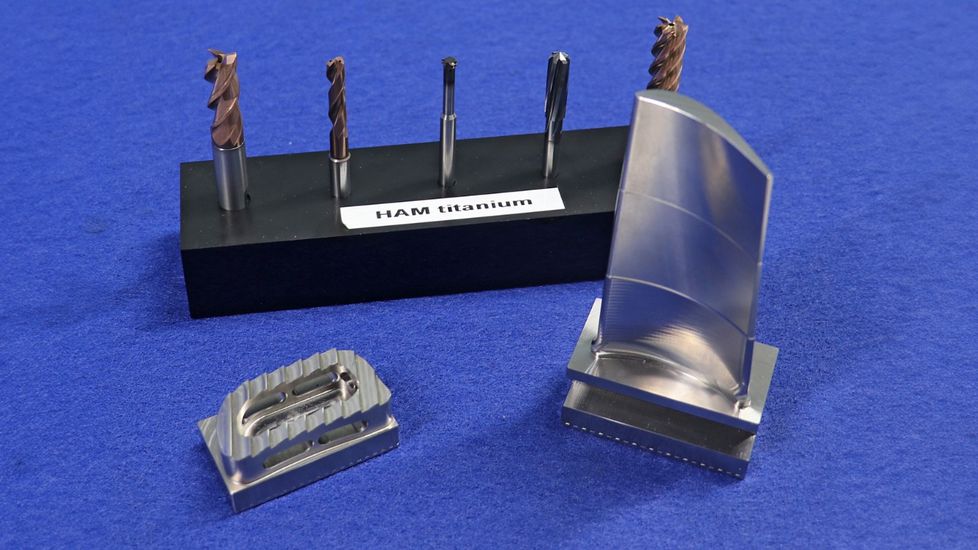
And KNOLL supports HAM in the process optimisation through to the selection of the oil. ATS specialist Hailfinger explains: "Our portfolio includes broad spectrum oils, which are perfect for contract manufacturers because they cover a wide range of applications. For users who desire maximum performance and want to generate the finest surface and long tool life, we can provide an oil customised to the material by using corresponding additives." This was the case for titanium machining.
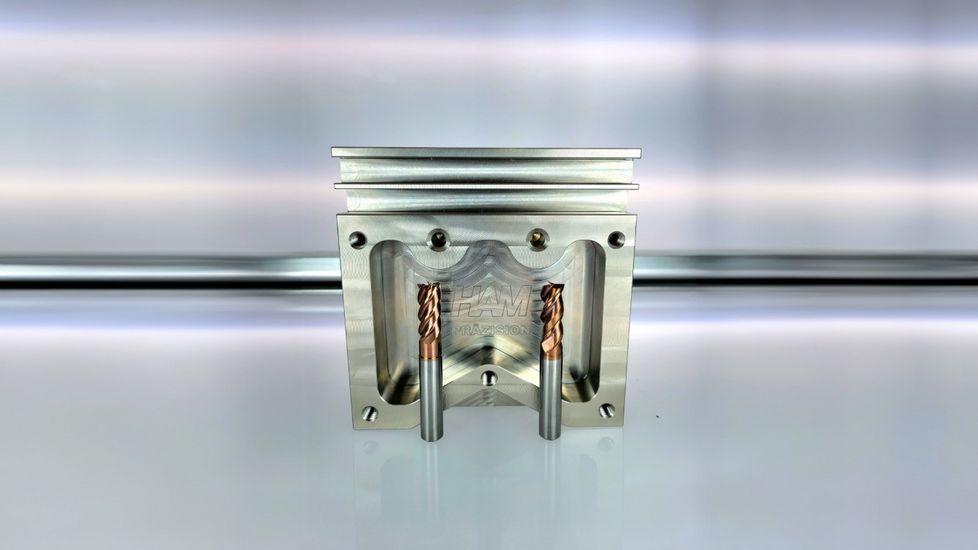
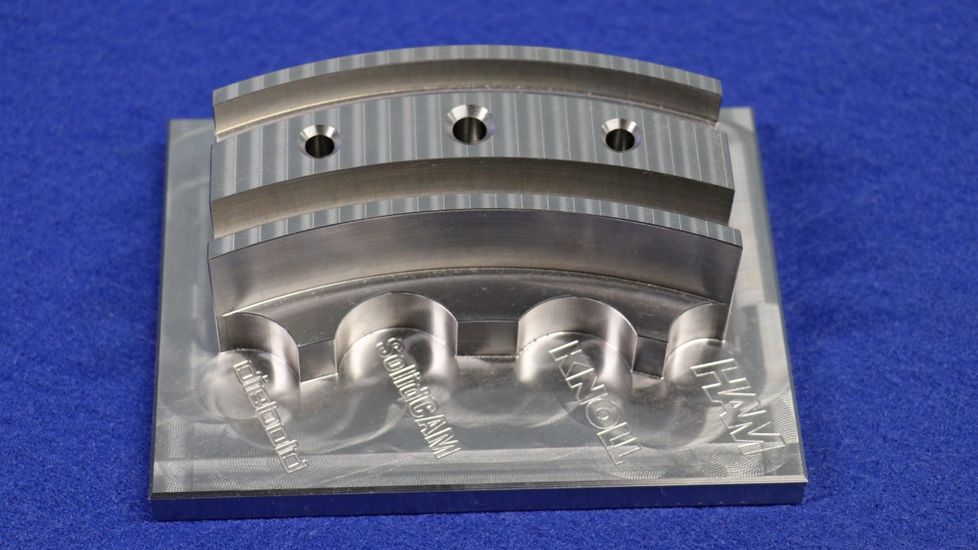
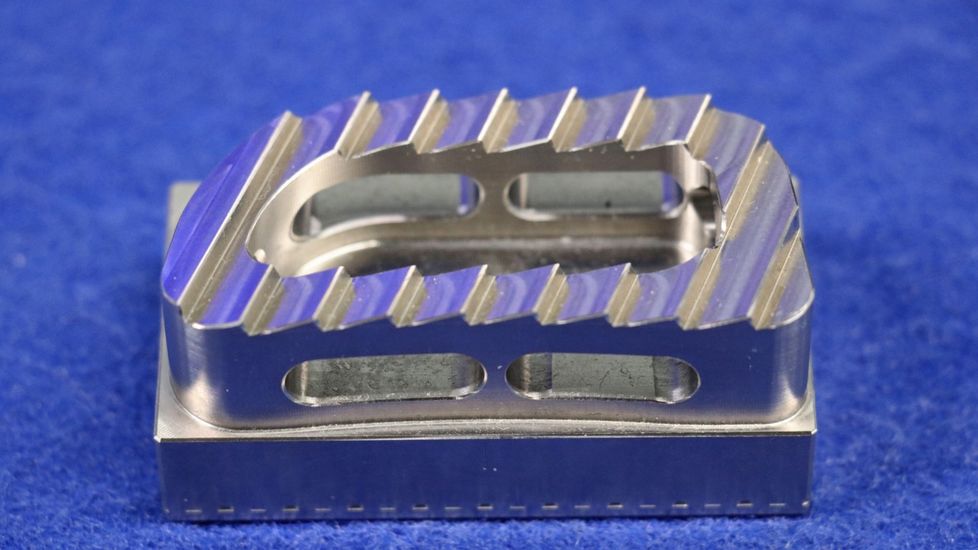
ATS also for materials that are difficult to machine
When HAM developed a new tool product line for these challenging titanium alloys, they also wanted to test the aerosol dry lubrication and compare the results with cooling lubricant emulsion. The application engineers designed a special component with various machining steps – from roughing with iMachining, full slot milling, drilling and threading through to finishing. "With ATS we could realise the same cutting parameters as with emulsion and also achieved the same surface qualities and tolerances", says Raffael Eberle with enthusiasm.
In 2023 HAM organised a workshop on titanium machining. The initial scepticism of the practitioners present switched to astonishment, which continued in individual requests and further positive tests with other materials that are difficult to machine.
Open to changes
"Especially in the current climate where there is cost pressure and CO2 reduction is required, every machine operator should consider this cooling lubricant alternative", says Raffael Eberle. "Because if one dispenses with emulsion, which makes up at least seven to ten per cent of the costs of the machining process, there is more savings potential than with the tool that gives rise to four to six per cent of the machining costs."
HAM Präzision has now designed its standard catalogue tools with MQL suitability. In addition to the geometric design, they also have the specifically developed HSF (HybridSurfaceFinish), cutting edge preparation, as well as surface polish. This reduces the force transmission and heat development, ensures optimal chip transport and avoids built-up edges. "These characteristics are important in every type of machining process; particularly however in minimum quantity lubrication", says Raffael Eberle. HAM drilling tools for MQL machining also have a special shank chamfer, which completely seals the tool opposite the mounting. Raffael Eberle explains: “The low pressure of only 10 bar, with which the AerosolMaster™ works, does not allow any parting or sinking of the medium. With our modified shank chamfer the aerosol fully reaches the cutting edge and achieves the desired success.”
How the KNOLL AerosolMaster™ works
The heart of the AerosolMaster™ system is a pressure vessel containing an MQL oil, for example the lubricating oil AM Lubricant. With air as the carrier medium, this is transformed via a special Venturi nozzle into a fine aerosol with a droplet size of 0.1 µm to 0.4 µm (average size 0.25 µm). Patented control and regulation technology ensures that aerosol generation and transport can be adjusted according to the particular application. This also ensures that the aerosol flow remains constant and is fed to the cutting edge of the tool without loss. Because only optimum lubricant particle application effectively reduces the generation of heat due to friction. Even at high speeds and over long distances, unmixing of the aerosol is hardly to be expected because of the extremely fine particles. Nor is there any risk of film breakage. In addition, the ATS medium blows the dry chips immediately out of the machining zone.
Tool manufacturer with considerable process expertise
Hartmetallwerkzeugfabrik Andreas Maier GmbH has been producing tools made of solid carbide and polycrystalline diamond (PCD) since 1969. The family-run company, today managed in the second and third generation, employs around 250 staff worldwide, of whom just under 200 are based in the main factory in Schwendi-Hörenhausen. The product portfolio includes drills, reamers, milling cutters, countersinks, WSP tools in PCD and CBN, as well as special tools for PCB production and for the dental and medical sector. In the HAM Performance Centre, the tool manufacturer together with partners from all areas of metal cutting represent complete processes – from the idea to series production.
Hartmetallwerkzeugfabrik Andreas Maier GmbH
Stegwiesen 2
DE-88477 Schwendi-Hörenhausen
Tel. +49 7347-61-0
info(at)ham-tools.com
www.ham-tools.com