Company
KNOLL Bad Saulgau
KNOLL America
Sustainability
Products
Single systems
Overview
Filter systems
Chip conveyors
High pressure units
MQL-Systems
Chip reducers
Applications
Central systems
Overview
Systems with pump technology
Systems with extraction technology
Systems with collecting conveyors
Systems for chip processing
Automation
Overview
Assembly
Automated Guided Vehicles
Robotics
Logistics
Services
Pumps
Overview
Screw pumps KTS
Centrifugal pumps
Accessories
Overview
UniPur Canister Filters
Click.it
Service
News
Overview
Careers
Overview
Job vacancies
Contact
search
Close search
clear
en
de
en
fr
it
es
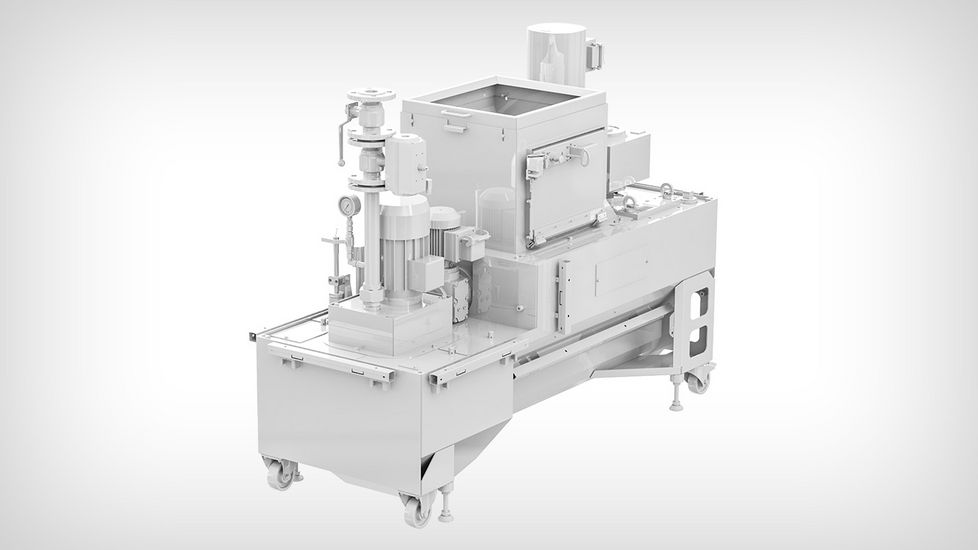
Return pumping station RHV
Home
Products
Single systems
Chip conveyors
Return pumping station RHV
Main functions
Picking up small to medium quantities of chips via a feed hopper
Transporting the chips to the chip reducer using a worm conveyor
Drawing in and reducing the size of the chips through the chip reducer (optional) and feeding them into the pump-back tank
Dosing the chip/cooling lubricant mixture to the return flow pump by means of a worm conveyor
Transporting the chip/cooling lubricant mixture through the return flow pump to the separator/filter system
Downloads
![[Translate to en:]](/fileadmin/_processed_/6/5/csm_knoll-rueckpumpstation-rkr-2016x840_f8ccfbcea6.jpg)