![[Translate to en:]](/fileadmin/_processed_/8/2/csm_header-produktneuheiten-2016x840-jan18_71aac18ade.jpg)
The MicroPur® superfine filter from KNOLL Maschinenbau is the first choice for many tool manufacturers when grinding carbide using oil. A new variant of this backflushable cartridge filter is now preparing to conquer the area of water-soluble cooling lubricants and to replace conventional sand filters. Because these MicroPur® systems are also impressive with their high grade of filtration, they are less expensive and more environmentally friendly. They are suitable for individual machines, stand-alone solutions and as large central systems with a throughput of up to 15,000 l/min.
There are cases in grinding where oils and emulsions as cooling lubricants are at a disadvantage when compared to aqueous solutions. For example, in the manufacture of carbide tools, when a mirror finish is to be created with external cylindrical grinding. But how about cleaning the water-soluble cooling lubricants?
So far, sand filters have mostly been used, which are space-consuming, expensive and not very environmentally friendly. For stand-alone production or as a central cleaning system, huge containers are required - filter domes with a diameter of around 1.5 m and a height of 2.5 m - that are filled with sand in different grain sizes. When flowing through, the coarse carbide chips settle mainly in the top section of the filter dome, while the finer ones penetrate to the lower section. During backflushing, the flow is reversed, and large quantities of the concentrated carbide and cooling lubricant mixture are separated in a sludge clarifier via sedimentation. Due to the fact that the cooling lubricant bonds the sand and the residues of fine carbide particles, the sand must be replaced every one to three years, depending upon the application.
Emptying the domes is a time-consuming manual process, which in most cases requires breaking up the stuck filter mass with a jackhammer. The sand that has to be disposed of is loaded with heavy metals and has to be declared as hazardous waste, which makes disposal expensive.
Another weakness of sand filters is that they do not have a uniform flow, so microorganisms can settle and spread. To combat the germs and achieve the longest possible service life of the aqueous solution, chemical agents are increasingly used, primarily fungicides and bactericides, which in turn can trigger skin irritation and respiratory problems in employees.
A powerful alternative to the sand filter
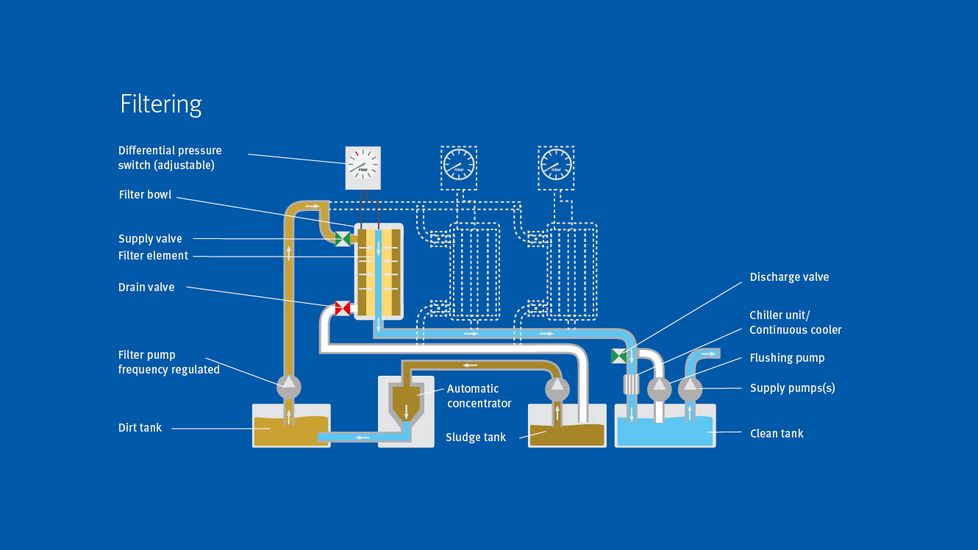
The KNOLL MicroPur®superfine filter system makes cooling lubricant cleaning significantly more space-saving, cleaner and smarter. It consists of individual module boxes that are loaded with filter cartridges. These special elements achieve a particularly large filter area because of their star-shaped folds.
The filter cartridges can be individually backflushed with the solution without interrupting the filtration process - a key feature of this filter. To achieve the greatest possible backflushing effectiveness, KNOLL uses its own flushing pump for this purpose. This results in a longer service life of the filter cartridges and lower maintenance costs. The backflushing process takes less than four seconds per filter cartridge and therefore has no impact on the overall performance and generates a very low backflush volume.
The challenge: microair in the aqueous solution
So much for the basic principles of the MicroPur® filter, which has been very successful in grinding applications with oils - for carbide, HSS and cast materials. Filtration in the water-soluble cooling lubricant sector, however, presents somewhat different challenges. Karl-Rudolf Vogel, Team Leader for Development at KNOLL, explains: "We achieved the breakthrough in cooling lubricant solutions with the realization that become very heavily charged these with microair during the machining process, which extremely hinders filtration." This does not mean the appearance of foam, but rather of tiny air bubbles contained in the water, about the size of a carbide particle. They make the solution appear milky, almost like an emulsion, and have the negative property of sealing off the filter surface. By using special degassing technology in the MicroPur® system and a modified cooling lubricant, it has been possible to get most of the microair out of the coolant even before it reaches the filter.
Customized filter element and module housing
KNOLL also designed the MicroPur® filter to be "water-compatible." This means that the developers adapted the filter element and module housing to the new requirements. The backflushing system was modified and process sequences were reprogrammed. Adjustment work was also required for the chip discharge. Wherever the fine, abrasive carbide chips come into contact with the sludge clarifier or sludge concentrator, highly wear-resistant and durable materials, as well as special conveyor systems, are used.
Since the MicroPur® filter for aqueous solutions entered the market seven years ago, considerable success has been achieved. After the first individual systems were sold, KNOLL implemented several stand-alone solutions for 300 to 400 l/min. Central systems followed, initially with a cleaning capacity of 2000 to 4000 l/min. "In the latest project at Ceratizit in Kreckelmoos/AT-Reutte, we installed a system with a cleaning capacity of 15,000 l/min in 2022, which will supply more than 300 machines in its final configuration," reports Karl-Rudolf Vogel. "The tool manufacturer benefits from so many advantages that sand filters are no longer an issue for him."
The MicroPur®filter scores in many ways
The strengths of the MicroPur®filter system already start with the installation space. Compared to a sand filter system, only approx. 60 % of the space is require for the same flow rate. Another MicroPur® advantage: The MicroPur ® filters provide full clarity during the entire operating time, while sand filters often have to struggle with outliers. This is particularly the case when permeability is no longer a given due to bonding and flow velocities increase in the individual passages.
Karl-Rudolf Vogel mentions an additional plus point: "At the central system in Kreckelmoos, the cleaned coolant passes through a cooling system immediately after filtering, with which we keep the temperature stability below +- 0.2 degrees, which cannot be achieved in this way with conventional tank systems." He adds that the high degree of purity achieved with the KNOLL MicroPur® means that the coolant can also be used for spindle and control cabinet cooling. This has a decisive advantage: it saves additional equipment, floor space and double cooling for each new type of machine - in favour of a modern air-conditioned production hall.
"With our system, the coolant comes out of the filter crystal clear. There are neither particles larger than 3 µm nor air bubbles," argues Karl-Rudolf Vogel in favour of MicroPur®. Germ contamination is also not a problem: "Due to sophisticated flow control of the cooling lubricant, no dead spaces form in the MicroPur® filter; the entire medium is in flux, so to speak. There are no deposits that promote germ growth. Almost 100 percent of the sludge is removed.
Long service life, easy maintenance and bright prospects
It is true that the service life of water-soluble cooling lubricants with additives cannot be defined as precisely as with oil. But it is generally between six and 24 months for systems, essentially depending on the grain size of the abrasives and the amount of material removed.
As far as monitoring and maintenance of the filter system is concerned, the backflushable KNOLL MicroPur® filter - with its intelligent control technology - is far superior to the sand filter. As a result, each filter housing is monitored for differential pressure. Faults can be detected very quickly on the display of the system controller or also via remote maintenance on the PC, so that countermeasures can be initiated immediately.
Even filter replacement is easy, drip-free and can be done quickly without having to shut down the entire system. The filter elements are metal-free and can be incinerated in an incinerator with almost no residue. Karl-Rudolf Vogel is convinced: "The bottom line is that our MicroPur® system is technologically and economically superior to conventional sand filters. And from an environmental point of view, the switch is a real win.”
He sees bright prospects for further success. After all, the use of aqueous solutions is not limited to the external cylindrical grinding of tool surfaces to a mirror-like finish. These mineral oil-free cooling lubricants are also often used, for example, when grinding tungsten carbide-coated components. Therefore, Karl-Rudolf Vogel sees an enormous growth area in the grinding of coated brake discs, which will experience a boom with the introduction of the Euro 7 standard:
"With the quantities to be expected, stand-alone solutions and central systems based on MicroPur® are definitely worthwhile. And we are happy if we can also do something good for the environment with them.”
The strengths of MicroPur® compared to sand filters
Water-soluble cooling lubricants
Cooling lubricants are divided into the main groups of water-immiscible and water-miscible, the latter in turn being differentiated into emulsifiable and water-soluble cooling lubricants. Both are usually supplied as concentrates, which are diluted with about 90 percent water before use.
Aqueous solutions, unlike emulsions, are free of mineral oil. The concentrate, which usually consists of polymers or salts, is molecularly dissolved in water. Emulsifiers are not required for this. To improve performance, various additives are usually added to the solutions, which change the physical and chemical properties of the cooling lubricants and the friction conditions.