![[Translate to en:]](/fileadmin/_processed_/9/c/csm_knoll-header-amb-2024-messestand_02_0be7eb62e1.jpg)
Central cooling lubricant (KSS) cleaning for turbine disc processing
MTU – in the aviation industry, these three letters stand for top-class technology. The company, headquartered in Munich, specializes in the development, production, and maintenance of civil and military engines in all thrust and power categories. The Munich plant is not only the administrative headquarters, but also an important production location. Among other items, components are produced here for the eco-efficient geared turbofan engines from Pratt & Whitney, which save up to 20 percent less fuel compared to conventional engines.
These engines are in high demand, which is why MTU expects their production volume to grow. This forecast was also a decisive factor in the construction of a new multi-story production building, on whose ground floor low-pressure turbine discs have been turned and milled largely automatically since the beginning of 2024.
“To achieve maximum process reliability in this new production facility, a reliable supply of clean, precisely tempered coolant is essential,” emphasizes Zeljko Leovac, the workshop team leader responsible. ”This can only be achieved economically with a central cooling lubricant (KSS) system. “If each system had its own cooling lubricant (KSS) system, the space required in the hall would be too great.”
Positive experience with central systems
There were several reasons why the contract for such a central cooling lubricant system was awarded to KNOLL Maschinenbau in Bad Saulgau. Christina Braun, who was responsible for the procurement of the central cooling lubricant system and the processing machines for the low-pressure turbine disc production and is now their project manager, reports: “We have been working successfully with KNOLL systems for cleaning cooling lubricant emulsion for 40 years, initially exclusively with decentralized solutions. For several years, we have also had two large KNOLL central systems installed in our titanium processing halls, and we are very satisfied with them.”
In the new production hall, only Inconel 718 is machined. “We wanted to recover these chips sorted by type and to send them for recycling,” explains Christina Braun, an important requirement that KNOLL was able to fulfil, as were the requirements for a technical availability of at least 99 percent, for consistent redundancy and low maintenance costs, as well as sustainability and minimal space requirements.
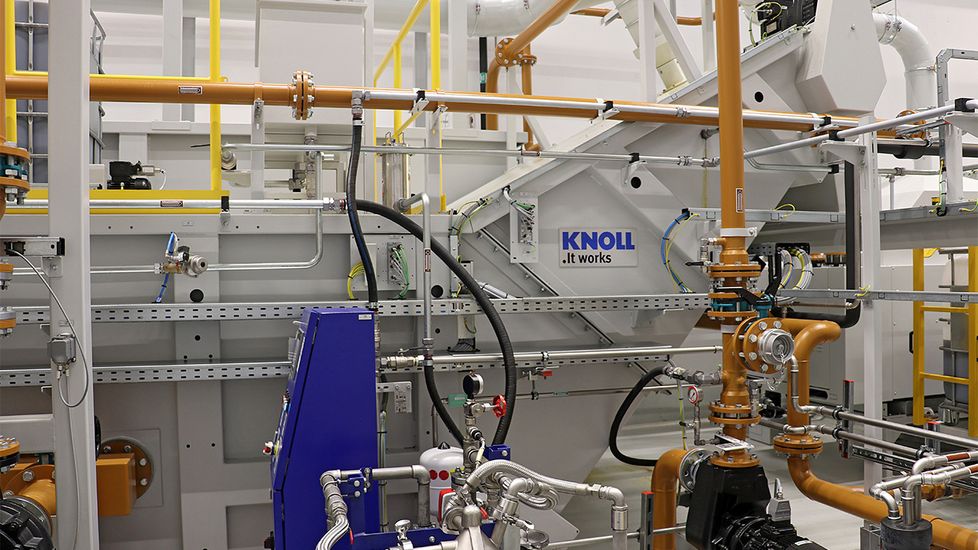
The KNOLL system is located in a separate extension of the hall so that it remains as quiet as possible in the production area. “This has already proven itself in the existing central KSS systems,” argues project manager Braun. The 40 m3 dirty water tank with scraper conveyor, and an equally large buffer tank for when major maintenance work is due, are now located in an area of around 190 m2. In addition to the pumps, filters, and other components, an automated chip container station is also available there.
KNOLL components on the machine tools
But KNOLL service already begins in the production hall. More precisely, at the turning and milling centres that the machine manufacturers have had equipped with KNOLL pressure boosting stations – for an efficient internal coolant supply (ICS) for the tools.
In addition, the machines are equipped with return pump stations including chip reducers for the cooling lubricant and chip transport to the central system. Lothar Schmid, responsible for this project at KNOLL, mentions: “We designed the chip reducers used especially for the abrasive Inconel chips and tested them with original chips.”
When designing the return pump stations, the project planning team took into account both the delivery height up to the ceiling of the hall as well as the amount of the cooling lubricant-chip mixture that would be produced.
Equipped for the future
The new MTU manufacturing system will be implemented in two stages, ultimately comprising eight turning and seven milling centres, including fully automated component and tool set-up. In the current first stage, only half of the capacity is available. The second stage is to be implemented in the long term by 2036.
The central cooling lubricant system has already been designed for the final expansion stage, with a tank volume of around 40 m3 and a maximum volume flow of 3,300 l/min. In addition, a second tank of the same size has been installed, in which the entire cooling lubricant volume can be buffered for major maintenance work.
The required nominal filter fineness of 25 µm is achieved in three stages: First, sedimentation takes place in the dirty water tank. Via a lifting system, the cooling lubricant then passes through three drum gap filters with a 0.2 mm gap width and finally two reverse flow filters, which ensure the main filtration quality of 25 µm.
Extensive special equipment
To ensure the high quality of the cooling lubricant and the machined components in the long term, additional components are required. For example, a KNOLL VL1000 vacuum filter with 20 µm filter fleece is installed to clean the backwashed medium. A centrifugal separator working in the bypass is also used for bath maintenance. It prevents the finest particles from accumulating in the cooling lubricant. In addition, a downstream magnetic separator removes the pipeline abrasion caused by the abrasive Inconel chips from the cooling lubricant. Also present: A foreign oil separator that removes unwanted lubricant components.
Good maintenance pays off
Maintaining the cooling lubricant emulsion involves not only filtration, but also ensuring that the composition is exactly right. It is therefore essential to take a sample once a week and have it analysed in a laboratory. “Once for the entire production system,” emphasizes Zeljko Leovac. “With decentralized cooling lubricant systems, a sample must be taken at each machine and adjusted if necessary. The central system saves a lot of maintenance work in this regard.”
The cooling lubricant system is refilled automatically. In this process, either tap water or deionized water with added cooling lubricant concentrate is added. Other additives such as fungicides and defoamers can also be added automatically to ensure that the cooling lubricant remains stable. According to manufacturing expert Zeljko Leovac, this is extremely important so that “we can ensure consistently high component quality.” The same applies to a constant cooling lubricant temperature, which KNOLL maintains at a tolerance of ± 1 Kelvin by using two safety heat exchangers.
Container station for chip disposal
As described at the beginning, a large quantity of chips results from machining the low-pressure turbine discs. In the case of pure Inconel, the chips are not considered waste, but rather a valuable raw material. For this reason, MTU works together with a recycling company that takes back the chips, melts them down, and makes them available again as raw material.
The tasks of the KNOLL system planners thus also included ensuring that the chips separated from the cooling lubricant are automatically filled into special containers provided by MTU. Since the volume of a single container is insufficient for the 40 hours of unmanned weekend operation, a container station had to be implemented in which several containers can be automatically filled and buffered.
Automation – another KNOLL competence
“Here, we benefited from the experience we have gained in previous projects,” says Gerhard Fink, the responsible area sales manager at KNOLL. ”We have also equipped the two other central systems at MTU with a similar station, which we have further refined here and adapted to the current conditions.” Given the confined space, it was particularly challenging to ensure that the loading and unloading station was easily accessible to the forklift truck and to maintain safety distances – which was ultimately achieved.
It was an advantage that the planning team was also able to rely on the expertise of the KNOLL automation department, which specializes in conveyor systems. Accordingly, the implemented solution is based on an accumulating roller transport system developed by KNOLL that offers space for up to seven containers (a buffer section for three full and three empty containers as well as a place in the filling station).
Partnership at eye level
From the design to the assembly of the central cooling lubricant system and the container station – the collaboration between KNOLL and MTU was characterized by a high level of commitment on both sides. All parties involved agree on this. “KNOLL always addressed our requests,” Christina Braun confirms. Lothar Schmid emphasizes that MTU very quickly gave all the necessary approvals and provided the necessary resources to quickly implement the solutions discussed. Zeljko Leovac is particularly pleased about having a year without an interruption in the cooling lubricant supply: “Since the filling, the system has been running smoothly. We really appreciate that.”
MTU Aero Engines AG
Dachauer Str. 66
80995 München
Germany
Tel: +49 89 1489-0
www.mtu.de